熱壓罐廠(chǎng)家-山東鑫泰鑫智能裝備有限公司歡迎您的訪(fǎng)問(wèn)!
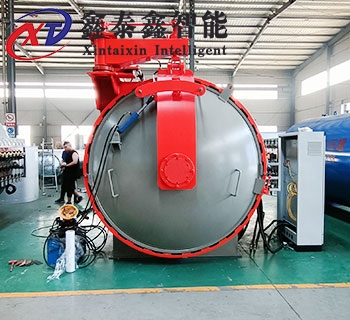
山東鑫泰鑫智能裝備有限公司-致力于碳纖維熱壓罐、復合材料熱壓罐等熱壓固化容器設備
15095220299
0536-6576161
0536-6576161


山東鑫泰鑫智能裝備有限公司
聯(lián)系人:李經(jīng)理
手機:15095220299
電話(huà):0536-6576161
傳真:0536-6067766
郵箱:leediv@163.com
地址:山東省諸城市蘆河大道北段
熱壓罐的主體是壓力容器,在生產(chǎn)的時(shí)候盡量是由一張鋼板來(lái)進(jìn)行組成,但是其兩側以及筒體的對接處還是要使用焊接工藝。在其主體構造內的焊接工藝對各方面都有嚴格的規定:焊接方法、焊接槽、焊條類(lèi)型和直徑、焊接工藝參數、焊接順序、焊縫層數、焊前和焊后處理、焊接環(huán)境要求和抗變形、抗變形措施。這種壓力容器必須嚴格按照焊接時(shí)的要求。諸城市鑫泰新材料有限公司還根據熱壓罐和大型零件的焊接條件和焊接量,預先分析了焊接的變形尺寸和形狀,制定了有針對性的嚴格控制措施:

5、抗變形措施:根據實(shí)際經(jīng)驗或計算,焊接部分的變形在與焊接變形相反的方向上反轉。預變形量剛好在焊接后偏移。具體方法是:壓力容器筒接頭的縱向接頭當壓頭端時(shí),反向變形量保持在與焊接變形方向相反的方向;組合的翻蓋頭和過(guò)渡部分模具的尺寸被認為抵消了焊接變形的變形量。


服務(wù)宗旨:
山東鑫泰鑫智能裝備有限公司是專(zhuān)業(yè)的熱壓罐廠(chǎng)家,我們免費提供上門(mén)調試和技術(shù)指導,我公司擁有一支較強的服務(wù)團隊和自己的生產(chǎn)廠(chǎng)房, 客戶(hù)隨時(shí)過(guò)來(lái)都可以看到我們的熱壓罐設備制造現場(chǎng),讓用戶(hù)采購的放心用的更省心。


掃一掃,聯(lián)系我!